Bạn đang xem: Hướng dẫn sử dụng máy cắt plasma
Máy giảm plasma ứng dụng không ít trong ngành công nghiệp cơ khí vì chưng cắt nhanh gọn, kỹ thuật dễ dàng mà nét cắt lại đẹp. Chúng ta không chỉ việc nắm rõ nguyên lý cơ bản của cái máy chuyên được dùng này ngoại giả phải khám phá hướng dẫn sử dụng của lắp thêm để có thể xử lý được hầu hết tình huống rất có thể xảy ra trong quy trình cắt máy. Hãy thuộc Hải Minh search hiểu cụ thể trong bài viết này nhé.
Các bước hướng dẫn thực hiện máy cắt bởi plasma
Bước 1: chuẩn bị trước khi quản lý máy cắt cần sử dụng plasma
Trước khi sử dụng máy người quản lý và vận hành cần kiểm soát thiết bị một biện pháp kỹ lưỡng, kiểm soát mỏ cắt tất cả thẳng cùng vuông góc góc bàn cắt chưa, những bép cắt với các điện cực có thể sử dụng được xuất xắc không. Nếu xẩy ra sai sót cần phải có giải pháp khắc phục kịp thời.Sau khi kiểm tra tổng thể thiết bị máy giảm bạn cũng cần kiểm tra phần mỏ cắt đã có được gắn chặt vào giá chỉ hay không để tránh gặp phải trường hòa hợp mỏ giảm đặt lợi nhuận làm tác động đến quality của bề mặt cắt. Hoàn chỉnh khâu kiểm tra là bạn đã sở hữu thể băt đầu vận hành thiết bị.

Bước 2: quá trình vận hành máy cắt plasma
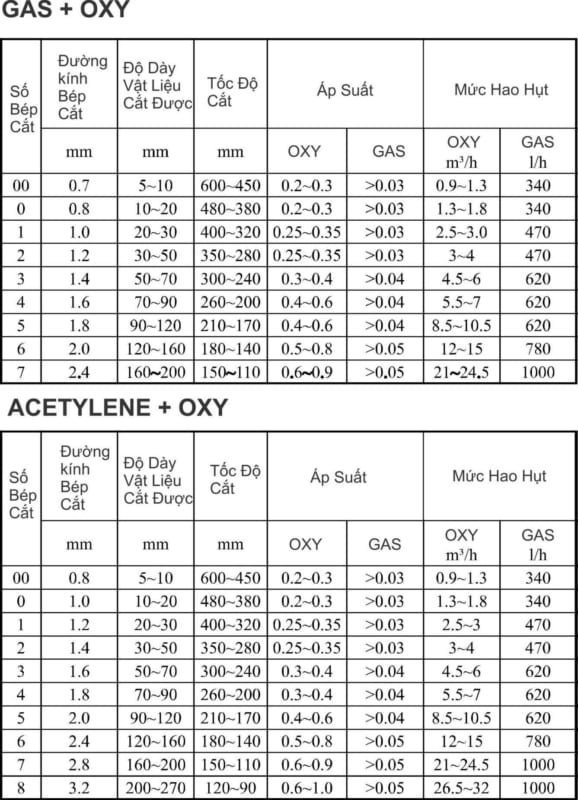
Lưu ý: bạn vận hành cần thiết lập đầy đủ, đúng chuẩn những thông số cần thiết trước khi dấn nút khởi động. Những thông số cần để ý bao gồm: vật liệu sử dụng để cắt, chiều dày của vật tư cắt, hình cắt.Các bước thực hiện may mèo plasma như sau:
Bước 1: thừa nhận nút khởi động thiết bị sau khi cắm nguồn, dùng hai tay nắm đầu mỏ giảm chắc chắn, bảo đảm duy trì khoảng cách ổn định giữa đầu mỏ cắt, đồ vật cắt.
Bước 2: tiến hành điều chỉnh vận tốc cắt tương xứng tùy vào bề mặt vật liệu,độ dày, độ phức tạp nét cắt để đem về đường giảm đẹp mắt, lonh lanh nhất. Tốt nhất có thể nên duy trí góc nhìn khoảng trường đoản cú 15 đến trăng tròn độ.
Người dùng có thể tiến hành giảm theo ý muốn, tuy nhiên cần để ý nếu cắt đường cắt dài cần thực hiện một cách cảnh giác hơn. Đồng thời cũng nên thực hiện một cách liên tiếp các nét cắt để bảo vệ đường cắt được triển khai một cách cẩn trọng nhất.Người sử dụng máy cũng hoàn toàn có thể vát mép những vết cắt để đảm bảo được tính thẩm mỹ cho con đường cắt. Với cách này đề xuất thực hiện làm việc nghiêng mỏ cắt để hoàn toàn có thể cắt theo góc nhìn vát mép.Khi chạm mặt trường hợp bao gồm tia lửa điện phun ngược lên trên bề mặt vật liệu cắt có nghĩa rằng người tiêu dùng đang dịch chuyển máy với vận tốc nhanh. Vì thế hãy giảm lại tốc độ quản lý máy đến lúc không thấy xuất hiện thêm tia lửa phun ngược quay trở lại là có thể đặt yêu thương cầu.Thiết bị cắt plasma ngày càng đa dạng và phong phú về mẫu mã, kiểu một số loại đây cũng đó là sự trở ngại trong việc khẳng định xem thành phầm nào unique hoặc không bảo vệ tiêu chuẩn. Để chắc hơn khách hàng buộc phải lựa chọn những đơn vị chức năng bán vật dụng cắt bằng khí plasma bao gồm uy tín bên trên toàn quốc. Với trong đó, địa chỉ cửa hàng bán máy cắt plasma giá bán rẻ tuyệt nhất trên thị trường - nhà hàng siêu thị Hải Minh đang là điểm đến lựa chọn tuyệt vời mang lại khách hàng.

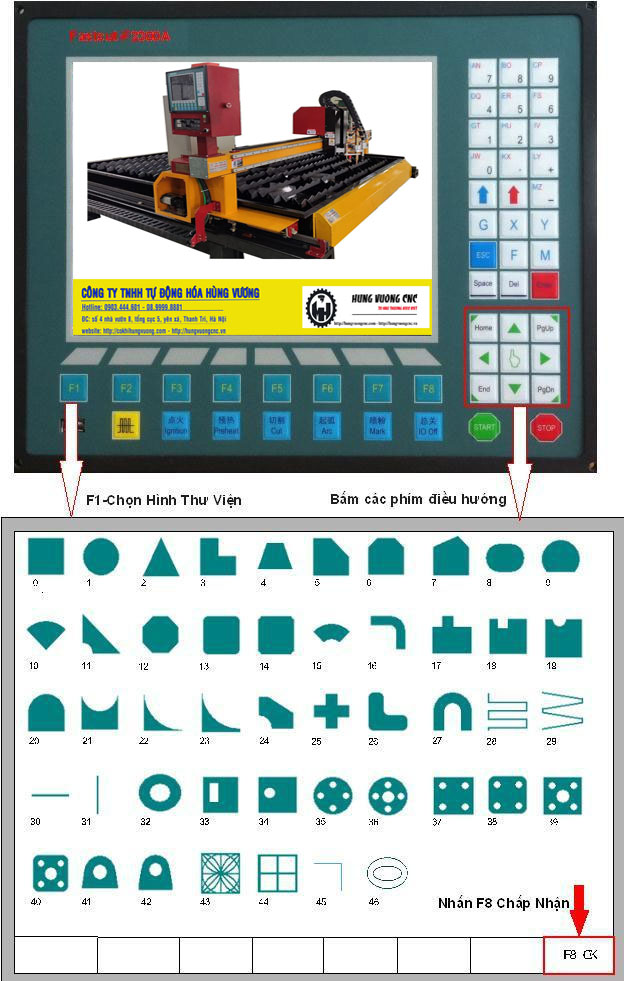
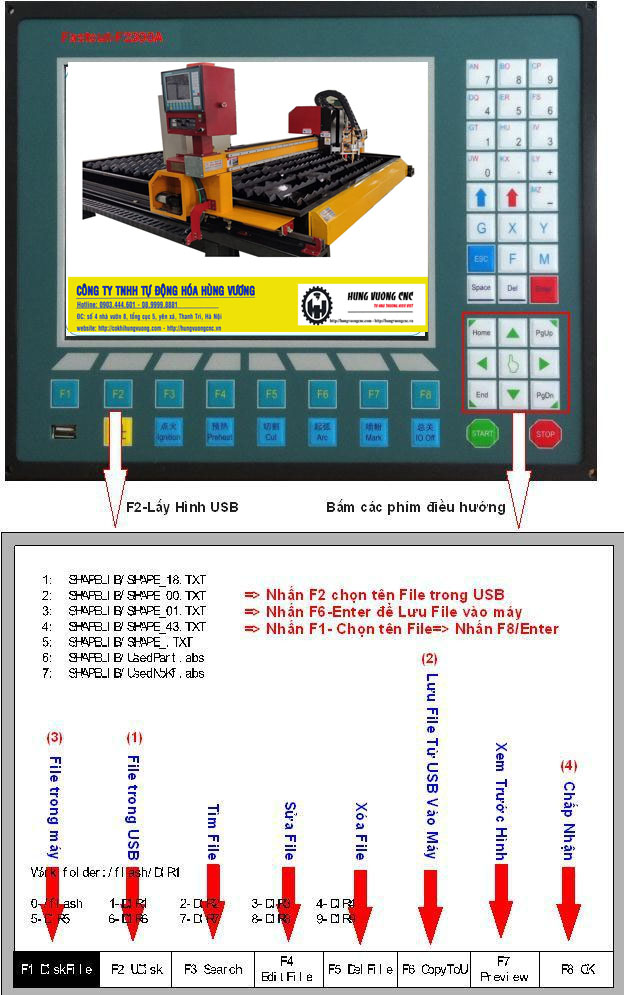
KHI VẬN HÀNH MÁY CẮT CNC PLASMA1.1. Bắt buộc lưu ý• vâng lệnh các quy tắc bình yên vận hành vật dụng CNC Plasma: sử dụng đồ bảo hộ, kính mắt, bức xúc tay, khẩutrang, bức xúc tay…• Đảm bảo điện áp vận động ổn định.• kiểm tra độ vuông góc của mỏ với máy.• phải điều chỉnh thông số kỹ thuật cắt Plasma theo như đúng chiều dày của vật liệu cắt.• lau chùi và vệ sinh máy sau một ngày hoạt động.• Tra dầu lên thanh dẫn hướng, thanh răng và thêm dầu vào bình bơm tự động (nếu có).• Khi cắt Plasma hoặc Oxy Gas cần áp dụng đúng một số loại bép giảm để dành được mạch cắt đẹp nhất.• Khi cắt Plasma phải bơm đủ nước để ngăn cản nhiệt với khói bụi.• tiếp tục xả nước bên trên bình nén khí cùng đồng hồ bóc tách nước.• đề nghị tiếp tiếp địa tất cả các vật dụng điện.• khám nghiệm bép cắt, điện cực liên tiếp ( tránh sảy ra vấn đề hỏng mỏ cắt).• lúc cắt bảo đảm an toàn chiều cắt, vật dụng tự cắt nhằm tránh biến dị sản phẩm.• Khi kết thúc hoạt đụng :– Tắt thứ CNC.– Tắt mối cung cấp Plasma.– Khóa van khí nén, khí Oxy,khí Gas để đảm bảo an ninh cháy nổ.1.2 không nên• Không thực hiện mỡ trườn bôi lên thanh răng với thanh dẫn hướng.• tránh việc tiếp non nguồn Plasma trong nước.• ko cẩu vật liệu qua máy, tránh rơi và va đập vào máy.CÁC BƯỚC CẮT CNC PLASMAA. CÁC LƯU Ý TRƯỚC khi CẮT:1. KHÍ NÉN:– Điều chỉnh thiết bị nén khí trong khoảng 4,5÷8,5 Bar.– Khí nén bao gồm lọc nước đảm bảo chế độ đánh lửa mỏ cắt ổn định và tăng tuổi thọ bép cắt.– kiểm soát khí nén đã cấp cho cho nguồn cắt.2. NGUỒN CẮT:– soát sổ kẹp mát nguồn giảm với bàn giảm đã được kẹp chưa.– Nguồn giảm đã được bật chưa3. MÁY CẮT CNC PLASMA:– đánh giá tra ray trượt dẫn hướng X, Y xem có bị vướng kẹt. Tra dầu cho hệ thống ray dẫn hướng. Thanh răng dẫn hướng15 ngày lau chùi và lau dầu 1 lần.B. CÁC BƯỚC CẮT PLASMA: 3 BƯỚCBước 1: lấy file cắt: Lấy 1 trong 2 cách:Lấy hình cắt cơ bản từ thư viện: Ấn F1→ sử dụng phím →↑↓← để lựa chọn hình cắt → Ấn F8→Điều chỉnh kích cỡ theo yêucầu→Ấn F8.Lấy hình giảm từ USB: Ấn F2 (File) → Ấn F2 (Udick)→ thực hiện phím ↑↓ để chọn hình cắt
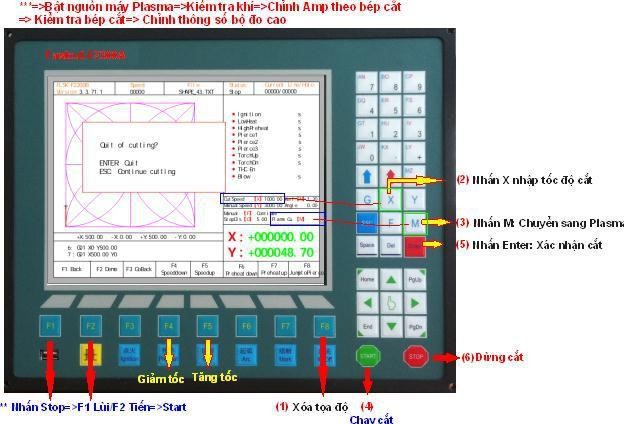
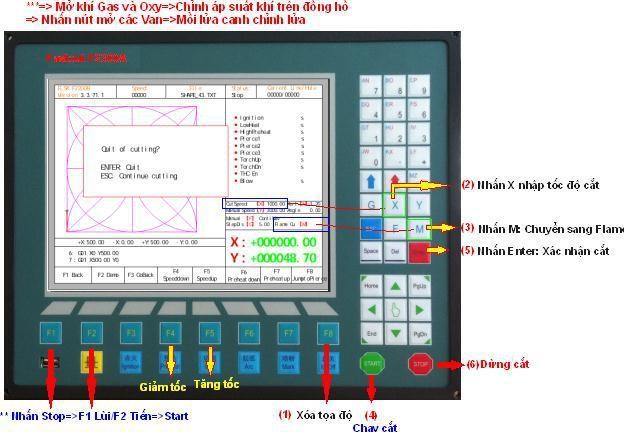
→Ấn F8.Bước 2: Điều chỉnh thông số cắt:Chọn vận tốc cắt: Ấn X→ Nhập tốc độ cắt (tra bảng) → Ấn Enter.Điều chỉnh thời hạn đục: vặn núm thời hạn đục (tra bảng).Kiểm tra chiều cao đục: vặn núm độ cao đục → ấn nút K.tra chiều cao đục để kiểm tra thông số kỹ thuật chiều cao giưatấm tôn (tra bảng).Bước 3: Căn phôi cùng cắt
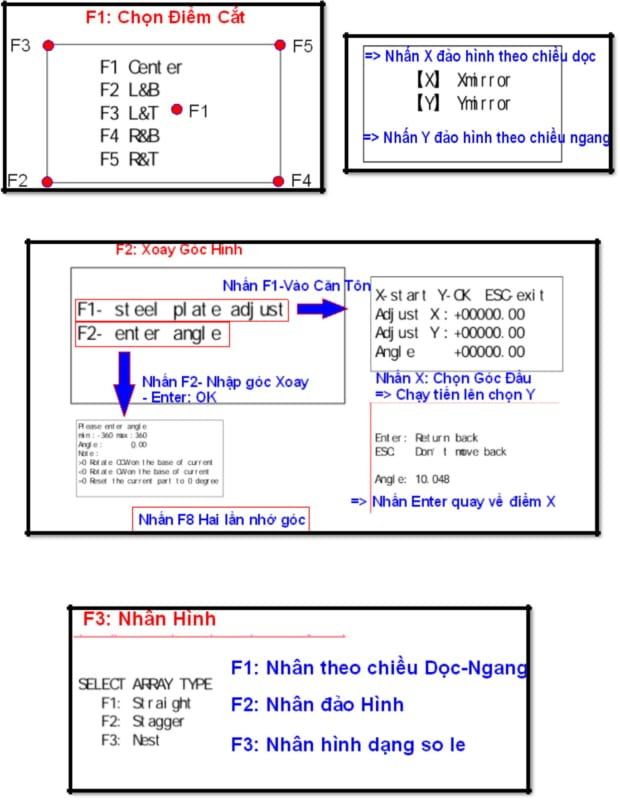
Căn Phôi: Đưa đèn laser về cạnh dọc lần đầu tiên của tấm tôn → F8→F3→F2→F1→X→ Đưa đèn tia laze về cạnh dọc thứ hai của tấm tôn →Ấn Y → Enter → F8 (3 lần).Đưa mỏ giảm về vị trí nơi bắt đầu máy (theo hình dưới). Tiếp đến ấn Star.– Tra bảng thông số cắt nguồn phù hợp– khi xoay hình hoặc mang đối xứng hình giảm ta bắt buộc chọn lại gốc máy: Ấn F3→F1 →Hiện bảng F1 cho F5 như hình vẽ
Chọn địa chỉ nào thì gửi mỏ cắt về địa chỉ đó → ấn F8 (2 lần) →Sau đó mới ấn mang đến máy cắt. Thường ta chọn F2Lấy đối xứng qua hình giảm trên thứ CNC:+ Ấn F3 →Ấn Y→F8(2 lần) là đem đối xứng qua trục Y+ Ấn F3 →Ấn X→F8(2 lần) là lấy đối xứng qua trục X
Máy Tính Điều Khiển:

Cụm Đo chiều cao Plasma:
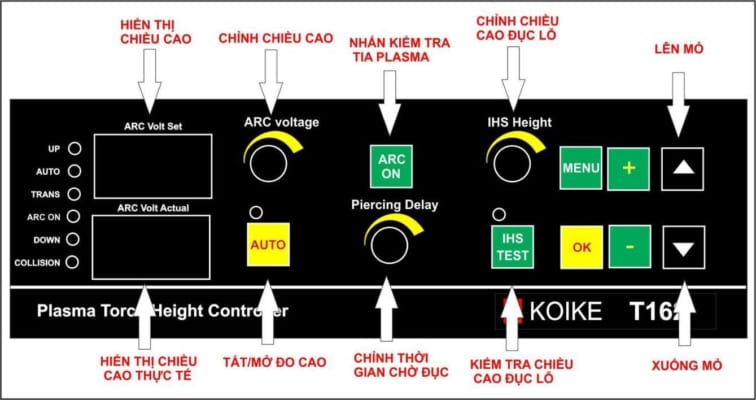
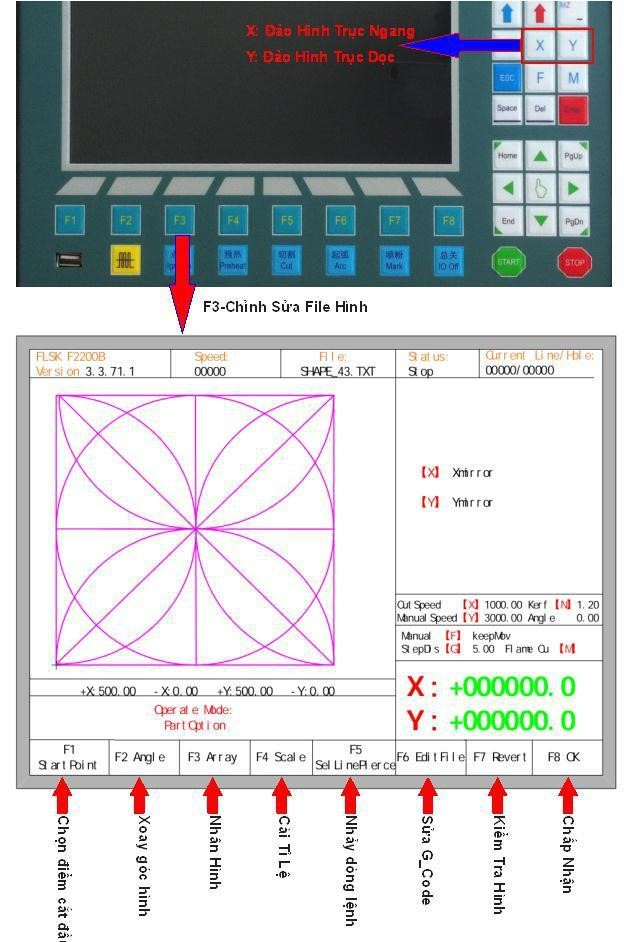
Panel điều khiển:

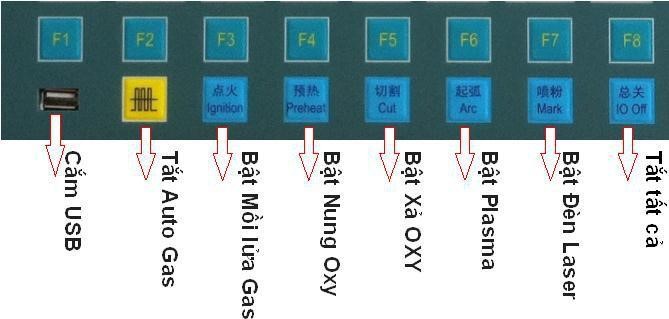
Bật Kiểm Tra các Van:
F1:LẤY HÌNH trong THƯ VIỆN
F2:LẤY tệp tin TỪ MÁY VÀ USB
F3:CÀI ĐẶT HÌNH CẮT
CÁC CHẾ ĐỘ CÀI ĐẶT vào F3
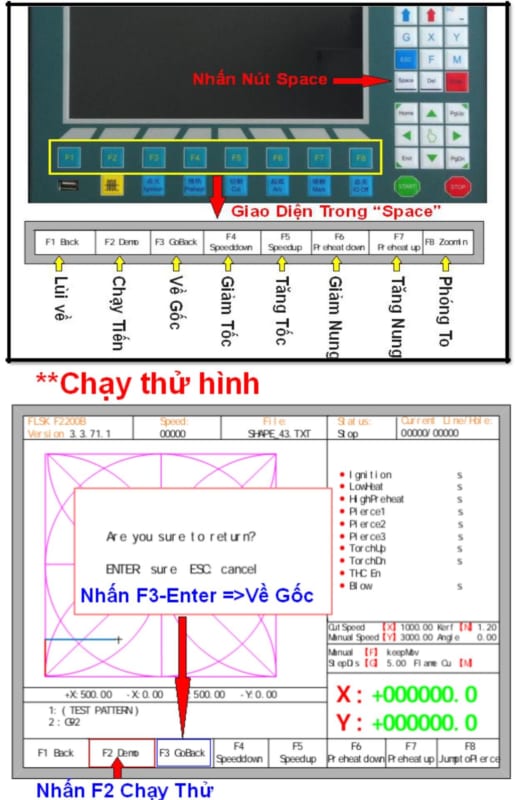
CÁC CHẾ ĐỘ trong “SPACE”:
CẮT PLASMA:
CẮT GAS/OXY:
CÁC THÔNG SỐ CÀI ĐẶT BAN ĐẦU:( F4_SETUPS)A. F1_Common:1.Cutting speed: 10002.Manual move speed: 60003.G00 Move Speed: 80004.Kerf: 15.Corrner Speed: 100%6.Cutting Type : Flama——Flame7.Demo Run tốc độ : 4000
B. F2 Flame:
Ignition time: 0.5Low preheat time: 30Hight preheat time: 00Pierce 1: 00Pierce 2: 00Pierce 3: 0.5Exhaust time: 0.5Torch Up Time: 00Torch down time: 00Pierce Up Time: 0.2Pierce Down Time: 0.2THC Adjustment: NoHold Preheat: YesEdge cutting enable: NoC. F3 Plasma
| 1. | Arc time: 0.2 |
| 2. | Pierce time: 0.2 |
| 3. | Torch up time: 1.0 |
| 4. | Arcing kiểm tra time: 15 |
| 5. | Position kiểm tra Time: 00 |
| 6. | Position up Time: 00 |
| 7. | Close arc: 00 |
| 8. | Distance to lớn close arc: 10 |
| 9. | Lose arc delay: 00 |
| 10. | . Watch arc enable: Yes |
| Lưu lượng khí (lít/ phút) | Áp suất khí | Chiều dày đồ liệu | Khoảng bí quyết mỏ mang đến phôi | Thông số độ cao trên THC | Tốc độ max | Thời gian chờ
| Bép cắt | |
|
150
| Test ( bar) | Run (bar) | (mm) | (mm) | (Volts) | mm/min | ( giây) | mm |
|
4.0- 5.0 |
6.0-8.0 | 5 | 3 | 125 | 2500 | 0.2 | 1.1 | |
| 8 | 3 | 128 | 1800 | 0.3 | 1.3 | |||
| 10 | 5 | 130 | 1500 | 0.5 | 1.5 | |||
| 12 | 5 | 135 | 1200 | 0.6 | 1.5 | |||
| 15 | 6 | 138 | 1000 | 0.8 | 1.7 | |||
| 20 | 6 | 140 | 900 | 1 | 1.7 | |||
| 22 | 7 | 145 | 750 | 1.5 | – | |||
| 25 | 8 | 145 | 600 | 2 | – |
| *** Trên màn hình chính nhấp F4 => dịch xuống mẫu Kerf value: | ||
| hoặc tổng hợp phím Shift-N | ||
| Thông số bên trên bép cắt | Bù đường cắt | |
| 1.2-60A | 1.2 | |
| 1.5-100A | 1.5 | |
| 1.7-130A | 1.7 |
| Khi bép giảm hư sai số có thể tăng | => cần sửa chữa thay thế bép cắt mới. Xem thêm: Hướng dẫn sử dụng máy giặt candy chi tiết, hướng dẫn sử dụng máy sấy quần áo candy gvs c9de |
Cảm ơn bạn vì đã quan tâm bài viết của chúng tôi. Bài viết chỉ mang ý nghĩa chất tìm hiểu thêm và không chắc chắn rằng đúng 100% cùng với các thông số kỹ thuật và phía dẫn.