Bạn đang xem: Hướng dẫn sử dụng máy hàn mig
Để phát triển thành một thợ hàn Mig giỏi thì điều trước tiên phải cố gắng được cách thực hiện máy hàn Mig cùng học được bí quyết hàn Mig cơ bản như sau:
Cách lắp đặt máy hàn Mig
Sử dụng thứ hàn Mig không khó, chỉ cần thao tác lắp ráp đúng như yêu mong sau đây.
Máy Đo chuyên được dùng sẽ sử dụngmáy hàn Jasic có tác dụng ví dụ để thực hiện thao tác lắp để máy. Chúng ta có thể bài viết liên quan hình minh họa để hiểu hơn.
Các bước làm việc này hoàn toàn có thể áp dụng cho tất cả máy hàn Mig Hồng ký hay trang bị hàn Weldcom.
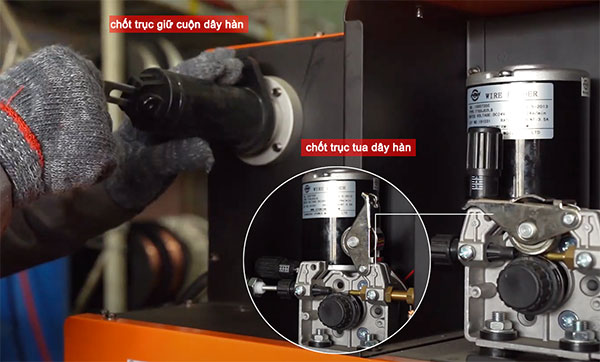
Bước 1: gắn cuộn dây hàn vào sản phẩm công nghệ hàn.
Đối với đồ vật hàn Mig gồm cuộn dây lắp đặt bên trong máy, bạn mở nắp bên thành thiết bị lên, sau đó mở theo lần lượt chốt trục duy trì cuộn dây hàn cùng chốt trục tua dây hàn.
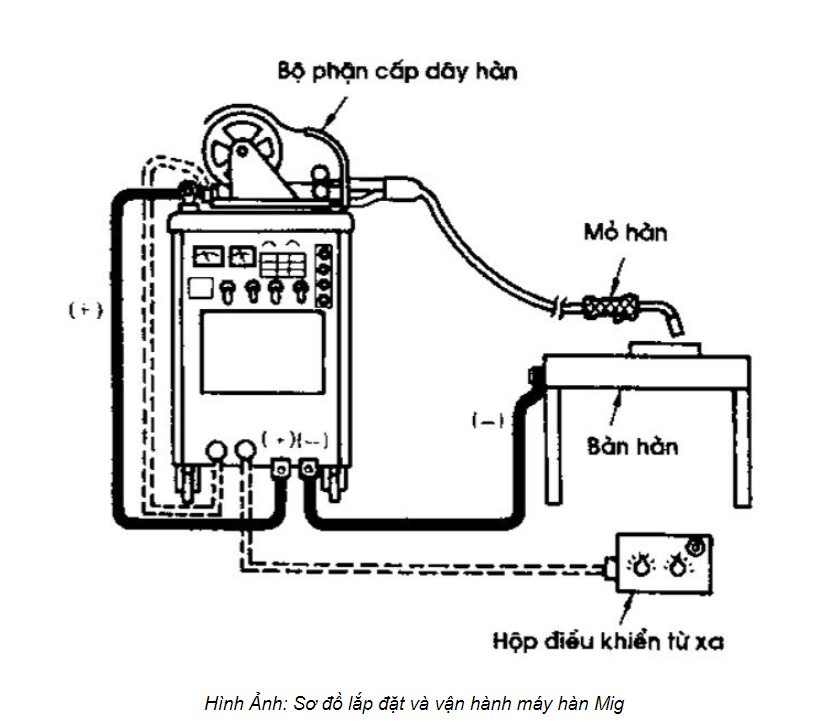
Các phần tử quan trọng trên sản phẩm hàn Mig
Tiếp đến lắp cuộn dây hàn vào trục và dịch chuyển theo chiều trái chiều kim đồng hồ. Nhớ đính thêm đúng khớp trục trên máy hàn, tiếp đến đóng khóa trục cố định và thắt chặt cuộn dây lại.

Trên trục không cuộn dây hàn Mig luôn có khóa trục nuốm định
Nếu bạn áp dụng cuộn dây 0,8mm thì triển khai kiểm tra bánh xe cài dây đang lắp đúng rãnh 0,8mm chưa. Trên bánh xe cài đặt dây sẽ sở hữu V0.8, các bạn cho khía cạnh này vào phía bên trong rồi căn vặn khóa trục lại. Tựa như nếu áp dụng cuộn dây 1.0mm thì mang lại mặt có chữ V1.0 úp vào bên trong.

Lắp đúng bánh xe mua dây vào phần tử ra dây
Tiếp theo, luồn dây hàn vào lỗ và cho qua bánh xe mua dây rồi trải qua jack cắm súng hàn lòi khoảng chừng 2 - 2,5cm.Cuối thuộc chốt trục tua dây hàn lại và đóng nắp máy hàn lại.
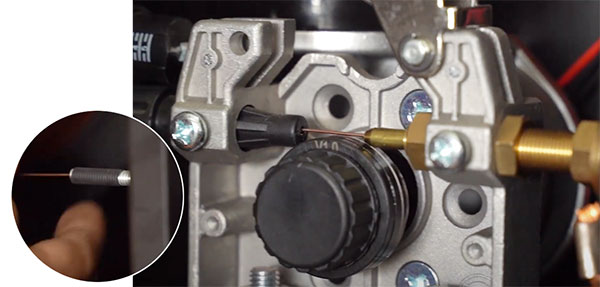
Bước luồn dây hàn Mig qua những điểm nối trên lắp thêm hàn Mig
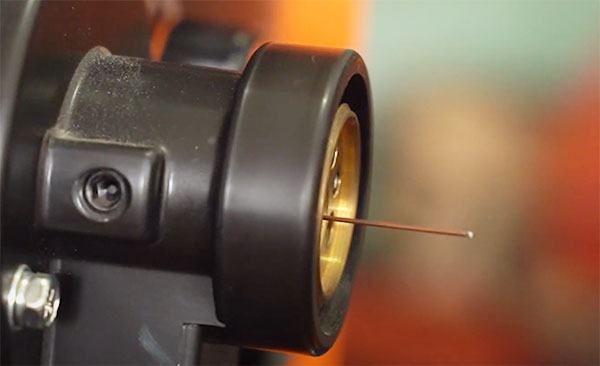
Dây hàn được nối ra đầu jack gặm súng hàn Mig
Bước 2: đính thêm đặt, liên kết dây đem vào máy hàn Co2.
Lắp dây súng hàn vào đúng jack gặm trên thứ hàn Mig. Buộc phải nhớ gắn thêm đúng những vị trí tiếp xúc ống dây, van khí. Sau khi lắp đúng khấc rồi, thực hiện vặn chặt lại để tránh rò khí.

Lưu ý nhớ thêm đúng khớp và vặn chăn đầu vặn để tránh rò rỉ
Tiếp theo gắn kẹp mass vào jack cắn như hình dưới.

Cổng nối súng hàn Mig với kẹp mass trên máy hàn Mig
Lắp đồng hồ khí vào trong bình khí, đề xuất dùng cờ lê để vặn chặn những điểm thông suốt xúc để tránh bị rò khí. Sau đó chỉnh lưu lượng khí làm thế nào để cho viên bi khiêu vũ lên số 5 là vừa.
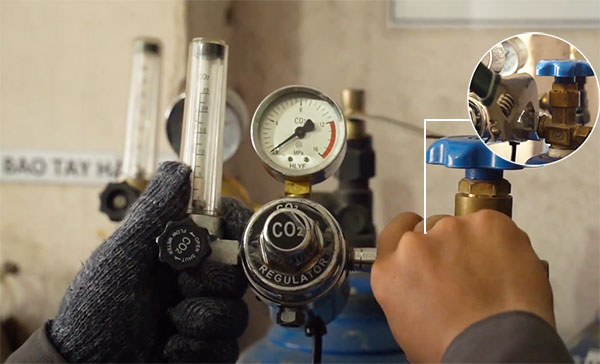
Cách lắp đồng hồ đeo tay khí Co2 vào trong bình khí Co2

Điều chỉnh khí Co2 ra để bảo đảm cho mối hàn, viên bi nhảy đầm lên số 5 là vừa
Ống nối khí còn lại sẽ được gặm vào phía sau thiết bị (dùng tua vít để căn vặn chặt lại ống nối khí để tránh bị rò khí). Tiếp đến cắm phích cắn của đồng hồ khí vào ổ gặm 36V phía sau máy.

Cần vặn chặt nhằm tránh bị rò rỉ khí Co2
Bước 3: đính thêm dây hàn vào súng hàn
Tháo súng ra và đánh giá béc hàn đang đúng kích cỡ chưa, ví như hàn cuộn dây 0.8 thì lựa chọn béc hàn một số loại 0.8. Sau đó chúng ta ấn nút tua dây cho tới khi dây hàn lòi thoát khỏi đầu mồm súng.
Lúc này, lắp béc hàn lại và lắp vỏ súng hàn vào.
Chừa dây hàn ra phía bên ngoài vỏ súng hàn khoảng 5mm là vừa rồi sau đó dùng kìm giảm đi.
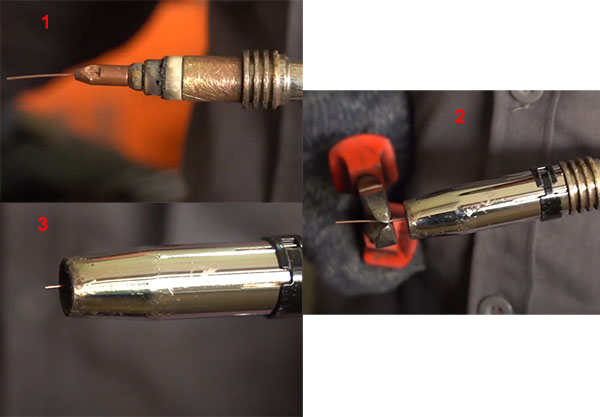
Các cách lắp súng hàn khí Co2
Cuối cùng, bọn họ cắm dây điện vào nguồn 220V với bật công tắc lên. Do vậy là họ vừa triển khai cách thực hiện máy hàn Mig - rõ ràng là lắp đặt cho máy hàn Mig Jasic MIG 200 J03.
Cách chỉnh thông số máy hàn Mig
Muốn nạm được giải pháp chỉnh dòng điện vật dụng hàn Mig, thứ nhất phải hiểu rõ được các nút điều khiển và tinh chỉnh trên máy. Tùy vào nhà phân phối mà mỗi chiếc máy hàn khí Co2 sẽ có giao diện bảng điều khiển khác nhau, tuy vậy chúng vẫn có chung đông đảo quy tắc điều chỉnh như sau:
Tốc độ ra dây cấp tốc hay chậm.Điều chỉnh (V) lửa hàn mạnh bạo hay yếu.Nếu là sản phẩm hàn Mig không sử dụng khí sẽ sở hữu thêm nút chọn lọc Mig không cần sử dụng khí/hàn khí Co2.
Bảng điều khiển và tinh chỉnh trên lắp thêm hàn Mig Hồng Ký
Đối với trang bị hàn Hồng Ký, người dùng sẽ rất dễ dàng sử dụng vì đều sở hữu chú thích bằng Tiếng Việt. Còn ở thứ hàn Jasic haymáy hàn Weldcom,... Thì chỉ có chú thích bằng kí hiệu hoặc tiếng Anh, nên người dùng phải xem sách HDSD mới biết cách sử dụng.
Tùy vào gia công bằng chất liệu hàn với độ dày vật tư cần hàn cơ mà sẽ điều chỉnh Volt hàn cùng độ ngấu khác nhau. Đối với người mới tập hàn, chúng ta nên điều chỉnh từ thấp mang đến cao, giả dụ thấy chưa đủ lửa, thì vặn vẹo to thêm, nhích trường đoản cú từ đến lúc đạt đủ yêu cầu thì triển khai hàn. Tương tự như độ ngấu và tốc độ ra dây cũng vậy.

Bảng tinh chỉnh và điều khiển trên máy hàn Mig Jasic
Cách hàn Mig đúng kỹ thuật
Thao tác hàn Mig
Có một sự việc mà các thợ hàn Mig new thường chạm mặt phải là mọt hàn ko dính, lúc hàn súng hàn bị văng ra, kia là cũng chính vì súng hàn nhằm xa vật hàn. Bắt buộc để súng hàn, cụ thể dây hàn phía bên trong súng hàn Mig giải pháp vật hàn khoảng chừng 1 - 2mm là sẽ cho mối hàn đẹp.
Đối với hàn khí Co2, khi bóp buông cấp tốc cò súng, mối hàn vẫn sẽ sở hữu độ ngấu mạnh. Nhưng so với máy hàn Mig không cần sử dụng khí trường hợp vẫn thực hiện làm việc hàn do đó thì 2 vật hàn đang khó lấn sâu vào nhau, mối hàn bao gồm độ ngấu thấp. Vị vậy đối với máy hàn Mig không cần sử dụng khí yêu cầu bóp và giữ cò vĩnh viễn (giữ khoảng 2 giây) rồi buông, dịch rời súng hàn đi đều tay, do đó mối hàn sẽ có độ ngấu, đẹp nhất như muốn muốn.

Thử hàn Mig không cần sử dụng khí
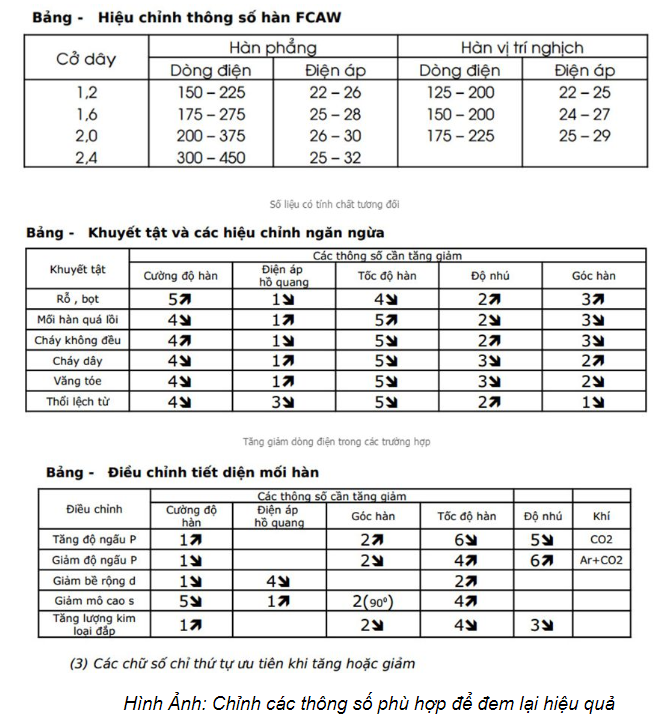
Cách chỉnh dòng điện máy hàn Mig
Sẽ thế nào nếu kiểm soát và điều chỉnh dòng hàn Mig sai chuẩn?
Chỉnh cái điện không nên sẽ tạo cho mối hàn một là không được độ ngấu; nhì là mối hàn bị phun tóe, không rất đẹp và cha là côn trùng hàn bị dẹt vị chỉnh mẫu hàn vượt khỏe.
Mối hàn đẹp mắt khi kiểm soát và điều chỉnh dòng năng lượng điện tương đối chuẩn chỉnh sẽ có bề mặt nhẵn, không bị bắn tóe.

So sánh côn trùng hàn Mig đạt quality và mối hàn Mig không đạt hóa học lượng
Cách điều chỉnh dòng điện máy hàn Mig:
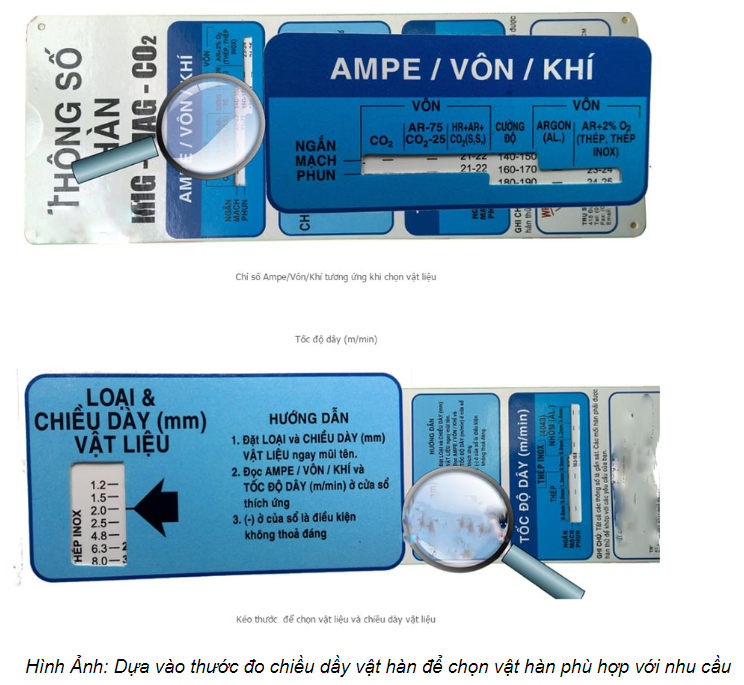
Sau đây là cách chỉnh loại điện sản phẩm hàn Mig theo kim loại thông dụng nhất là sắt, bạn cũng có thể dựa vào đây để tham khảo:
Ví dụ fe dày 1,2m: tất cả thể thiết lập tốc độ ra dây bằng cách vặn volume tại mức số 3 hoặc 4; lửa hàn (V) số 4. Nếu khi hàn thấy khỏe mạnh điện quá thì chúng ta giảm lửa hàn xuống mức 3 hoặc 3,5. Còn tốc độ dây hoàn toàn có thể giữ nguyên hoặc sụt giảm một xíu.
Tương trường đoản cú với nhiều loại sắt dày hoặc mỏng hơn, chúng ta tăng hoặc sút lửa hàn và tốc độ ra dây cho phù hợp.

Kết quả côn trùng hàn Mig gồm khí dựa vào mức kiểm soát và điều chỉnh đã được tùy chỉnh cấu hình như trên phía dẫn
Như vậy là maydochuyendung.com vừahướng dẫn áp dụng máy hàn Mig, hi vọng các bạn sẽ có thêm tay nghề hàn mang lại mình.Nếu mong muốn tư vấn thêm về giá vật dụng hàn sắt tốt giá vật dụng hàn Tig rất có thể gọi điện trực tiếp cho tới hotline (024) 3793 8604 - 3219 1220 để được nhân viên tư vấn, hỗ trợ nhiều hơn.
Máy hàn mig là nhiều loại máy hàn năng lượng điện tử văn minh đang được ứng dụng ngày càng nhiều. Trước lúc sử dụng máy nên đọc kỹ hướng dẫn về phong thái điều chỉnh máy hàn Mig nhằm đảm bảo an toàn và hiệu quả khi quản lý và vận hành máy.
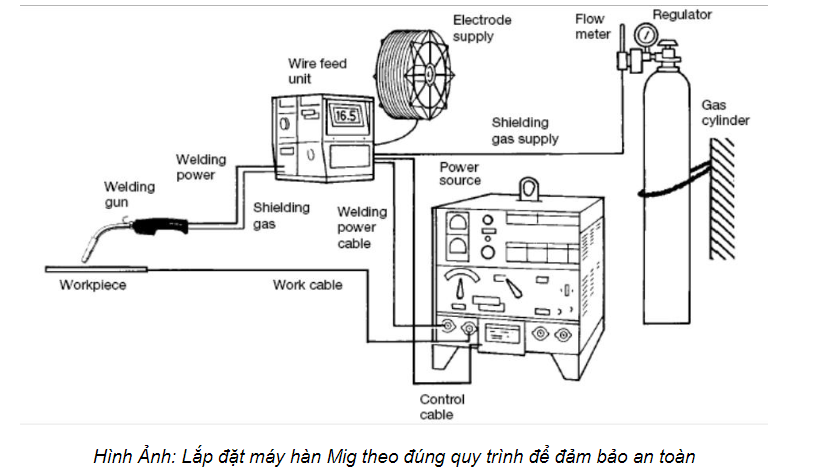
So với lắp thêm hàn que, việc lắp đặt máy hàn mig phức hợp hơn do tất cả thêm khối hệ thống khí bảo vệ
Quy trình lắp ráp máy hàn mig
Tiến hành lắp ráp máy hàn Mig và các phụ kiện kèm theo theo quá trình sau:Bước 1: Chọn vị trí lắp đặt:
Quan tiếp giáp theo dõi và lựa lựa chọn một địa điểm thích hợp để lắp ráp máy.Nên chọn đặt vật dụng ở nơi có nhiệt độ thấp, không bụi bặm bụi bờ và tránh nhằm máy phải tiếp xúc với tia nắng mặt trời, gió cùng mưa.Nơi chọn để lắp đặt phải thật thô ráo, thật sạch ít bụi.Trong ngôi trường hợp phải kê máy ở không tính trời thì nơi lắp ráp không được xúc tiếp trực tiếp với ánh sáng, gió, mưa.Không nhằm máy hàn bị khí độ ẩm ăn mòn xung quanh vị trí đặt máy.Bước 2: tiếp xúc bề mặt: theo dõi và quan sát quan liền kề và điều chỉnh máy hàn Mig để tránh triệu chứng bị điện giật
Không được va vào các thành phần có điện ở bên phía trong cũng như bên phía ngoài máy hàn MigNguồn hàn đề xuất được nối khu đất an toàn, đế sắt kẽm kim loại và gá kẹp yêu cầu được nối điện với nhau theo như đúng quy định chuyên môn an toàn.Trước khi thực hiện tiếp xúc với vật dụng phải đảm bảo chắc chắn rằng các thành phần đều được tắt.Không dùng dây cáp hàn không đủ tiêu chuẩn an toàn.Đảm bảo đúng an ninh chặt chẽ cho từng lần nối tiếp.
Bước 3: Tiếp xúc nguồn hàn
Đảm bảo để sắt kẽm kim loại phải khớp cùng với mỏ hàn cùng các bộ phận cấp dây hàn, bình chọn để bộ thích ứng mỏ hàn bắt chặt cùng với bu lông.
Bước 4 : kết nối với ống dẫn khí
Nếu bình khí bị lật sẽ tạo ra thương tích cho những người vận hành máy, bởi vì vậy phải đặt bình khí theo kiểu đứng tiếp đến nối dây dẫn khí.Khớp đai ốc với bình khí, đảm bảo an toàn bình khí nên được siết chặt bằng cờ lê.Khớp ống dẫn khí cùng với điểm tiếp nối được căn vặn chặt bằng cờ lê một giải pháp chắc chắn.Bước 5: kết nối đầu vào
Nguồn hàn đề nghị được bảo đảm nối đất, kim loại và gá kẹp buộc phải được nối điện với nhau theo như đúng tiêu chuẩn an ninh kỹ thuật điện.Trước khi triển khai nối phải bảo đảm an toàn chắc chắn những nguồn điện đã có ngắt.Chắc chắn phải có 1 công tắc hoặc bảng ngắt đến từng nguồn điện của sản phẩm hànBước 6: Nối dây cáp
Nối cáp sạc mỏ hàn cùng với bu lông của thanh dẫn bởi mỏ lết và buộc phải xiết chặt.Khớp nối dây khí với điểm nối cho thật chặt và xiết chặt bằng mỏ lết.Nối cáp điều khiển và cáp hàn chặt chẽ với nhau.Cách quản lý máy hàn Mig cực đơn giảnThợ hàn là fan trực tiếp tiến hành cách chỉnh máy hàn Mig và sử dụng máy hàn nên yên cầu khi hàn họ đề xuất có kỹ năng và kiến thức và khả năng hàn an toàn. Vận hành máy theo đúng chu kỳ thao tác danh định hoặc phải chăng hơn, nếu sử dụng chu kỳ quá mua trong thừa trình thao tác danh định thì thiết bị hàn sẽ ảnh hưởng hỏng hoặc cháy,
Công tắc điều chỉnh OFF/ON
Máy hàn Mig thường đều phải có 2 hình dạng vận hành bằng cách nhấn công tắc điều chỉnh của miếng hàn bên trên tấm panel chính. Thiết lập công tức kiểm soát và điều chỉnh vùng lõm cuối đường của đường hàn.
Những vận dụng cơ bản
Công tắc OFF:
Hàn đínhLặp lại hàn điểm
Hàn tấm mỏng
Công tắc ON:
Ứng dụng hàn liên tục các tấm hàn tất cả điểm đầyHàn điểm giữa
Các thông số kỹ thuật hàn phải phải xem xét khi kiểm soát và điều chỉnh máy hàn Mig
Nếu thông số kỹ thuật hàn không phù hợp khi kiểm soát và điều chỉnh máy hàn Mig thì sẽ xẩy ra những trường phù hợp sau:
1. Trường hòa hợp điện rứa hàn thừa cao
Đường hồ quang bị kéo dàiMối hàn bị rộng tạo mất thẩm mỹ
Không đủ độ ngấu côn trùng hàn với sức chịu đựng lực làm mối hàn ko đảm bảo
2. Trường đúng theo điện cầm cố hàn quá thấp
Dây cấp bắn thẳng vào đế kim loại gây tình trạng phun tung tóeMối hàn bị rộng
Không đầy đủ độ ngấu côn trùng hàn và không có sức chịu lực
3. Chiếc hàn thừa cao
Mối hàn thừa rộngKhông đủ độ ngấu mối hàn và sức chịu lực
4. Vận tốc hàn quá cao
Mối hàn bị eo hẹp lạiKhông đầy đủ độ ngấu mối hàn và không tồn tại sức chịu lực
Phương pháp kiểm soát và điều chỉnh cường độ cái điện sản phẩm hàn Mig
Trong kỹ thuật hàn, một trong những yêu cầu hàng đầu là kiểm soát và điều chỉnh cường độ loại điện. Cường độ loại điện tác động trực tiếp đến chất lượng cũng như thẩm mỹ và làm đẹp của mối hàn.Nếu cường độ cái điện rất thấp sẽ dẫn đến hiện tượng lạ dính que, không nhiều chảy loãng, độ ngấu thấp tạo cho mối hàn bị nhô cao với mối hàn dễ dẫn đến lẫn xỉ hoặc bong bóng khí. Ngược lại, nếu chiếc hàn cao quá sẽ gây ra hiện tượng bắn tóe, dịch rời nhanh dễ gây nên cháy biên. Lúc hàn các chi tiết mỏng, nếu như để dòng hàn quá cao sẽ làm cho thủng hoặc rã xệ nếu hàn ngược.
Rất cạnh tranh để phía dẫn cụ thể cách điều chỉnh máy hàn tig về mẫu điện trong nghệ thuật hàn bởi vì mỗi nhiều loại máy móc có một đặc điểm khác nhau, đặc điểm các loại vật liệu hàn cùng que hàn là rất khác nhau. Mỗi nghệ thuật hàn cũng có cách kiểm soát và điều chỉnh dòng điện khác nhau. Những người dân thợ hàn tốt hoặc lâu năm sẽ nhờ vào kinh nghiệm để xử lý.
Xem thêm: Hướng dẫn cách thắt dây giày đẹp, nhanh, crush thấy là thích mê
Ngoài ra chủng loại hàn hợp lý còn dựa vào vào các cụ thể sau:
Tư cầm cố hàn, mẫu mã (kiểu), mọt nối, bề dày chi tiết….